
As the basic building block of a variety of chemical products, adipic acid is by far the most important aliphatic dicarboxylic acid in industrial production[1], with approximately 300 production worldwide each year Tens of thousands of tons of adipic acid are used to synthesize the monomer of nylon-66. In addition, adipic acid is also used to synthesize polyesters, polyurethanes, lubricants, plasticizers, adiponitrile, and gelling aids used as seasonings in food.
The conventional synthesis method of adipic acid is completed in two steps: first, in the presence of catalyst cobalt or catalyst cobalt and anhydrous metaboric acid, cyclohexane is oxidized by air into cyclohexanol and cyclohexanone (KA oil) mixture, and then KA oil is oxidized to obtain adipic acid. This process has been mature as early as the 1940s. It involves oxidation of KA oil with 40-60% nitric acid under the catalysis of copper and vanadium, and then eliminates nitrogen and oxygen. After the compound is mixed with water, it is crystallized in nitric acid to obtain adipic acid. The by-products glutaric acid, succinic acid, valeric acid and caproic acid produced in this process are further refined to obtain adipic acid. The gas by-products generated in this process include carbon oxides and nitrogen oxides. Among them, NO and NO2 can be completely recovered and returned to the process production in the form of nitric acid, while N2 O cannot be recycled and must undergo downstream processing. Although adipic acid manufacturers have adopted technologies to reduce N2O emissions since 1996, the production of adipic acid is still The main industrial source of N2O emissions. [2] In 1998, Sato, Aoki and Noyori reported a method of directly oxidizing cyclohexene to adipic acid using aqueous hydrogen peroxide solution without organic solvents (Figure 1). [3]This method uses Na2WO4˙2H2O as the catalyst, [CH 3(n-C8H17)3N]HSO4 (PTC) as phase transfer Catalyst, use 1 mol% catalyst, 1 mol% PTC and 4.4 equiv (10% excess) of 30% H2O2 aqueous solution, cyclohexane at 90°C The conversion of alkene to adipic acid can be completed within 8 hours.
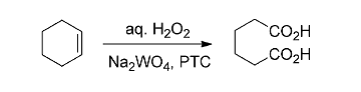
Figure 1 Direct oxidation of cyclohexene to adipic acid with hydrogen peroxide
However, the oxidation route from hydrogen peroxide to directly oxidizing cyclohexene to adipic acid has certain obstacles in industrial application. Ammonium bisulfate PTC needs to achieve full contact between the hydrophobic matrix, hydrophilic reagents and catalysts ( Peroxytungstate is soluble in water but immiscible with cyclohexene), [3] However, this proves that PTC can be replaced by organic ligands coordinated on the tungstate catalyst[4]. In addition, it has been reported that adipic acid can also be prepared from cyclohexene and H2O2 aqueous solution in the absence of any PTC. [5] Recently, tungstic acid (H2WO4) has been used as a catalyst in continuous stirred tank reactors (CSTRs). This was carried out in a pilot plant using H2SO4 and H3PO4 as cocatalysts. Transformation. Unfortunately, the preparation of adipic acid requires a reaction at 90°C for 10 hours, so a fairly large reactor is required to achieve industrially relevant productivity.
The continuous process of microreactors can overcome the limiting factors of the reaction in a safe and controllable manner (i.e. high temperature, high pressure) by improving the mass transfer process, thereby reducing reaction time and improving production efficiency.
The microchannel reactor is independently developed and manufactured by Shandong Haomai Chemical Technology Co., Ltd. The reaction channel has a unique umbrella-shaped channel structure, which can significantly improve the mixing degree of the fluid. Each reaction piece uses double-sided heat exchange. This can enhance the mass transfer performance and heat transfer efficiency, giving it outstanding advantages in mass transfer and heat transfer efficiency. Halma Chemical’s industrial micro-reactor adopts a parallel amplification mode to ensure mass and heat transfer, making chemical production safe and efficient. In addition, the efficient mass and heat transfer of microchannel reactors can improve chemical production processes and simplify post-processing, thereby reducing production costs. Figures 2 and 3 respectively show the laboratory test equipment and industrial equipment produced by Halma Chemical. Figures 4 and 5 respectively correspond to the three-dimensional flow field simulation diagrams of the reaction channels of the laboratory test equipment and industrial equipment developed by Halma Chemical. It can be seen from the figure that the fluid has a good mixing effect in both a single umbrella channel and parallel umbrella channels.

Figure 2 Haomai Chemical Small Test Micro-Reflector Equipment

Figure 3 Haomai Chemical Industrial Micro-Reflector Equipment
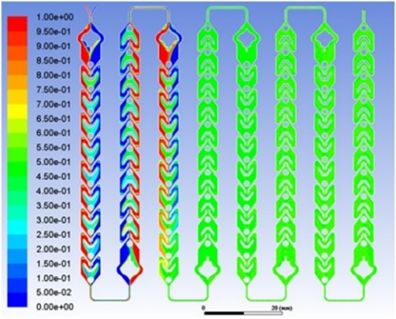
Figure 4 Haomai Chemical’s pilot micro-reverse channel
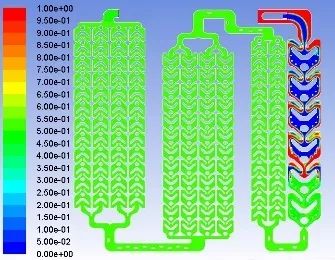
Figure 5 Haomai Chemical Industrial Micro-Reverse Channel
1 Experimental part[6]
1.1 Synthesis method
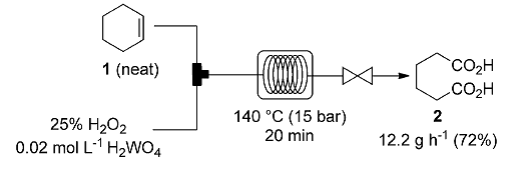
Figure 6 Oxidation of cyclohexene under continuous flow conditions
The continuous flow setup includes a dual injection syringe pump system, a PFA coil and a manually adjustable back pressure device. The PFA coil (25 mL) used in the study has an inner diameter of 0.8 mm and can withstand the required temperatures heated by the GC oven. Material A is a single type of substrate (cyclohexene), material B contains H2O2 solution (25%) and tungstic acid (0.02mol/L) mixture. When setting the flow rate of each pump, ensure the corresponding chemical metering and residence time. The total flow rate is between 0.42-2.5mL/min. Optimization was performed on a scale of approximately 10 mmol. After the reaction, the sample was analyzed using GC-MS, and the reaction solution was cooled at 0°C for 2 h. The resulting precipitate was separated by filtration and washed with 3 mL (0°C) 1N HCl. The resulting product was dried at 50°C overnight.
1.2 H2O2 Oxidation Principle of Cyclohexene Reaction
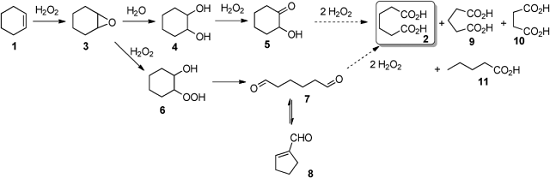
Figure 7 Mechanism of cyclohexene oxidation by H2O2 and the formation of by-products during the oxidation process
Noyori et al. proposed a reaction pathway consisting of four different oxidation reactions (epoxidation, alcohol oxidation, Baeyer-Villiger oxidation and aldehyde oxidation)[3]. In microchannel continuous flow experiments, during the initial oxidation stage of cyclohexene, the rate determines the reaction steps, and only very small or trace amounts of intermediates can be detected using GC-MS analysis throughout the reaction. The most prominent intermediate is cyclohexanediol (4), but also 2-hydroxycyclohexanone (5), cyclopentenecarboxaldehyde (8) and adipicdialdehyde (7) (Figure 7). 8 is formed from 7 through aldol condensation, and 7 may be the 2-hydroxyl group obtained by ring-opening the epoxide and then decomposing it using H2O2 as a nucleophile. peroxide. As Noyori et al. have observed, the main by-product formed in the H2O2 oxidation of cyclohexene is glutaric acid (9)[ 3]In addition, small amounts of succinic acid (10) and valeric acid (11) were also detected.
1.3 Experimental results and discussion
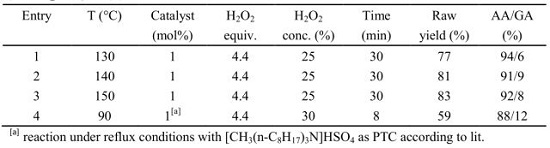
The decomposition of hydrogen peroxide is a highly exothermic process. If the reaction heat cannot be removed in time during the reaction, the decomposition of hydrogen peroxide will be accelerated, causing the temperature and pressure of the reaction system to rise sharply. For the reaction of H2O2 to oxidize cyclohexene in a microchannel reactor, the effect of high temperature on the reaction was first explored (Table 1, entries1-3). At 130°C, 4.4 equivalents of 25% H2O2 solution was used to oxidize cyclohexene, and the selectivity reached 94%. There was no significant increase in pressure and temperature during the reaction. High phenomenon, when the temperature was raised to 150°C and the back pressure was 0.9MPa, the selectivity of the reaction did not decrease significantly, and no significant H2O2 occurred. Unproductive decomposition. Compared with the traditional method (Table 1, entry 4, using Na2WO4˙2H2O as the catalyst, [CH 3(n-C8H17)3N]HSO4 (PTC) as phase transfer Catalyst, use 1 mol% catalyst, 1 mol% PTC and 4.4 equiv (10% excess) of 30% H2O2 aqueous solution, react at 90°C 8 hours), the reaction efficiency is significantly improved without the need to add a phase transfer catalyst or any other additives, and the reaction is also safer and more controllable.
2 Conclusion
This article introduces the method of using H2O2 as a green oxidant to oxidize cyclohexene to adipic acid. This method uses tungstic acid as a catalyst and does not require By adding a phase transfer catalyst or any other additive, continuous production is achieved by designing a microstructured flow reactor, making the method safe and controllable due to the special mass transfer capabilities of the small diameter channels. Compared with traditional batch production processes, the continuous flow process introduced in this article has significant improvements in reaction efficiency, process safety and production costs. In addition, this reaction is also feasible in the micro-channel reactor independently developed and produced by Haomai Chemical. The umbrella-shaped channel structure strengthens the mass transfer process and double-sided heat exchange ensures heat exchange efficiency, which can significantly improve production efficiency.
In summary, the improved adipic acid synthesis process using microchannel reactors breaks the limitations of traditional processes and makes chemical production more efficient, green and safer. This also highlights the advantages of microchannel reactors compared to traditional The advantages of the reactor: extremely high mass transfer and heat transfer efficiency, short reaction time, no amplification effect, high safety, high degree of integration, green production process, etc.
References
[1]Hessel V, Vural Gürsel I, Wang Q, et al. Potential analysis of smart flow processing and micro process technology for fastening process development: use of chemistry and process design as intensification fields[J]. Chemical Engineering & Technology, 2012, 35(7): 1184-1204.
[2]Thiemens M H, Trogler W C. Nylon production. An unknown source of atmospheric nitrous oxide[J]. Science(Washington), 1991, 251(4996): 932-934.
[3]Noyori R, Aoki M, Sato K. Green oxidation with aqueous hydrogen peroxide[J]. Chemical Communications, 2003 (16): 1977-1986.
[4]Buonomenna M G, Golemme G, De Santo M P, et al. Direct oxidation of cyclohexene with inert polymeric membrane reactor[J]. Organic Process Research & Development, 2009, 14(1): 252-258.
[5]Jin P, Zhao Z, Dai Z, et al. Influence of reaction conditions on product distribution in the green oxidation of cyclohexene to adipic acid with hydrogen peroxide[J]. Catalysis today, 2011, 175(1) : 619-624.
[6]Damm M, Gutmann B, Kappe C O. Continuous‐Flow Synthesis of Adipic Acid from Cyclohexene Using Hydrogen Peroxide in High‐Temperature Explosive Regimes[J]. ChemSusChem, 2013, 6(6): 978-982 .
�This method uses tungstic acid as a catalyst and does not require the addition of a phase transfer catalyst or any other additives. Continuous production is achieved by designing a microstructured flow reactor. Due to the special mass transfer capability of the small diameter channel, the method is safe. Controllable. Compared with traditional batch production processes, the continuous flow process introduced in this article has significant improvements in reaction efficiency, process safety and production costs. In addition, this reaction is also feasible in the micro-channel reactor independently developed and produced by Haomai Chemical. The umbrella-shaped channel structure strengthens the mass transfer process and double-sided heat exchange ensures heat exchange efficiency, which can significantly improve production efficiency.
In summary, the improved adipic acid synthesis process using microchannel reactors breaks the limitations of traditional processes and makes chemical production more efficient, green and safer. This also highlights the advantages of microchannel reactors compared to traditional The advantages of the reactor: extremely high mass transfer and heat transfer efficiency, short reaction time, no amplification effect, high safety, high degree of integration, green production process, etc.
References
[1]Hessel V, Vural Gürsel I, Wang Q, et al. Potential analysis of smart flow processing and micro process technology for fastening process development: use of chemistry and process design as intensification fields[J]. Chemical Engineering & Technology, 2012, 35(7): 1184-1204.
[2]Thiemens M H, Trogler W C. Nylon production. An unknown source of atmospheric nitrous oxide[J]. Science(Washington), 1991, 251(4996): 932-934.
[3]Noyori R, Aoki M, Sato K. Green oxidation with aqueous hydrogen peroxide[J]. Chemical Communications, 2003 (16): 1977-1986.
[4]Buonomenna M G, Golemme G, De Santo M P, et al. Direct oxidation of cyclohexene with inert polymeric membrane reactor[J]. Organic Process Research & Development, 2009, 14(1): 252-258.
[5]Jin P, Zhao Z, Dai Z, et al. Influence of reaction conditions on product distribution in the green oxidation of cyclohexene to adipic acid with hydrogen peroxide[J]. Catalysis today, 2011, 175(1) : 619-624.
[6]Damm M, Gutmann B, Kappe C O. Continuous‐Flow Synthesis of Adipic Acid from Cyclohexene Using Hydrogen Peroxide in High‐Temperature Explosive Regimes[J]. ChemSusChem, 2013, 6(6): 978-982 .

 微信扫一扫打赏
微信扫一扫打赏
