
Optimizing Polyurethane Catalyst PMDETA in Low-Viscosity Automotive Coatings
Abstract: Automotive coatings demand high performance characteristics, including rapid curing, excellent adhesion, chemical resistance, and durability. Polyurethane (PU) coatings are widely used due to their versatility and ability to meet these requirements. Pentamethyldiethylenetriamine (PMDETA) is a tertiary amine catalyst commonly employed in PU formulations to accelerate the reaction between isocyanates and polyols. However, optimizing PMDETA concentration in low-viscosity automotive coatings is crucial to balance reactivity, pot life, and final coating properties. This article explores the role of PMDETA in PU chemistry, its impact on low-viscosity automotive coatings, and strategies for optimization based on various formulation parameters and application requirements.
Contents:
- Introduction 🚗
- Polyurethane Chemistry and Catalysis 🧪
2.1. Polyurethane Formation Mechanism
2.2. Role of Tertiary Amine Catalysts
2.3. PMDETA: Properties and Mechanism of Action - Low-Viscosity Automotive Coatings 🖌️
3.1. Requirements and Challenges
3.2. Formulation Considerations
3.3. PMDETA in Low-Viscosity Systems - Impact of PMDETA on Coating Properties 🔬
4.1. Cure Rate and Gel Time
4.2. Adhesion
4.3. Mechanical Properties (Hardness, Flexibility, Impact Resistance)
4.4. Chemical Resistance and Weatherability
4.5. Yellowing and Discoloration - Optimization Strategies for PMDETA ⚙️
5.1. Influence of Polyol Type and Molecular Weight
5.2. Impact of Isocyanate Type and NCO/OH Ratio
5.3. Effect of Solvents and Additives
5.4. Catalyst Blends and Alternatives
5.5. Monitoring and Adjustment during Production - PMDETA Safety and Handling ⚠️
- Conclusion 🏁
- References 📚
1. Introduction 🚗
Automotive coatings serve a dual purpose: protecting the vehicle’s substrate from environmental degradation and enhancing its aesthetic appeal. Polyurethane (PU) coatings have become a dominant choice in the automotive industry due to their excellent performance characteristics, including high durability, chemical resistance, scratch resistance, and gloss retention. The versatility of PU chemistry allows for the formulation of coatings tailored to specific application requirements.
Low-viscosity coatings are often preferred in automotive applications for improved atomization, leveling, and reduced volatile organic compound (VOC) emissions. Achieving these characteristics requires careful selection of raw materials and precise control over the curing process. Pentamethyldiethylenetriamine (PMDETA) is a widely used tertiary amine catalyst that accelerates the reaction between isocyanates and polyols, the key components of PU coatings. However, improper use of PMDETA can lead to undesirable outcomes, such as rapid gelation, poor adhesion, and compromised coating properties.
This article provides a comprehensive overview of PMDETA’s role in low-viscosity automotive PU coatings, highlighting its impact on various coating properties and outlining strategies for optimizing its concentration to achieve desired performance characteristics.
2. Polyurethane Chemistry and Catalysis 🧪
2.1. Polyurethane Formation Mechanism
Polyurethanes are formed through the step-growth polymerization reaction between a polyisocyanate and a polyol. The primary reaction is the addition of an isocyanate group (-NCO) to a hydroxyl group (-OH) to form a urethane linkage (-NH-COO-):
R-N=C=O + R'-OH → R-NH-COO-R'This reaction is exothermic and proceeds at a moderate rate at room temperature. However, the rate can be significantly enhanced by the use of catalysts.
2.2. Role of Tertiary Amine Catalysts
Tertiary amine catalysts play a crucial role in accelerating the urethane reaction. They function by coordinating with the hydroxyl group of the polyol, increasing its nucleophilicity and making it more susceptible to attack by the isocyanate. Tertiary amines also promote the formation of hydrogen bonds, further facilitating the reaction.
However, tertiary amines can also catalyze undesirable side reactions, such as the isocyanate-water reaction, leading to the formation of urea and carbon dioxide (CO2). CO2 generation can result in blistering and foaming of the coating, negatively affecting its appearance and performance. Careful selection and optimization of the catalyst type and concentration are therefore essential.
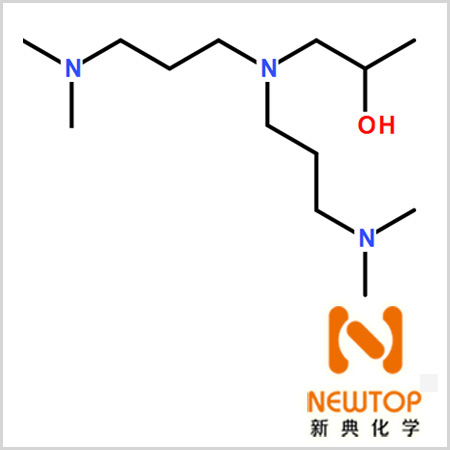
2.3. PMDETA: Properties and Mechanism of Action
Pentamethyldiethylenetriamine (PMDETA), CAS number 3033-62-3, is a tertiary amine catalyst with the following structure:
(CH3)2N-CH2-CH2-N(CH3)-CH2-CH2-N(CH3)2| Property | Value |
|---|---|
| Molecular Weight | 173.30 g/mol |
| Appearance | Colorless to slightly yellow liquid |
| Density | 0.82-0.83 g/cm³ @ 20°C |
| Boiling Point | 190-195 °C @ 760 mmHg |
| Flash Point | 60-65 °C |
| Vapor Pressure | 0.3 mmHg @ 20°C |
| Solubility | Soluble in most organic solvents and water |
Table 1: Typical Properties of PMDETA
PMDETA is a strong base and a highly effective catalyst for the urethane reaction. Its three tertiary amine groups provide multiple active sites for catalysis, leading to a faster cure rate compared to catalysts with fewer amine groups.
The mechanism of PMDETA catalysis involves the following steps:
- Coordination: PMDETA coordinates with the hydroxyl group of the polyol, increasing its nucleophilicity.
- Proton Abstraction: PMDETA abstracts a proton from the hydroxyl group, forming a more reactive alkoxide ion.
- Nucleophilic Attack: The alkoxide ion attacks the electrophilic carbon atom of the isocyanate group.
- Product Formation: The urethane linkage is formed, and PMDETA is regenerated to catalyze further reactions.
3. Low-Viscosity Automotive Coatings 🖌️
3.1. Requirements and Challenges
Low-viscosity automotive coatings are designed to meet stringent requirements, including:
- Low VOC: Minimizing volatile organic compound emissions to comply with environmental regulations.
- Excellent Atomization: Ensuring fine droplet formation during spray application for a smooth and uniform finish.
- Good Leveling: Promoting flow and coalescence of the coating to eliminate surface imperfections.
- Fast Cure: Achieving rapid hardening of the coating to minimize production time and improve throughput.
- High Gloss: Providing a visually appealing and durable surface finish.
- Excellent Durability: Resisting scratches, chemicals, and weathering for long-term protection.
Achieving these requirements presents several challenges:
- Balancing Viscosity and Solids Content: Lowering viscosity often requires reducing the solids content, which can compromise coating performance.
- Maintaining Adhesion: Achieving strong adhesion to the substrate can be difficult with low-viscosity formulations.
- Preventing Sagging and Running: Low-viscosity coatings are more prone to sagging and running during application, especially on vertical surfaces.
- Controlling Cure Rate: Achieving a fast and uniform cure is critical to prevent defects and ensure optimal performance.
3.2. Formulation Considerations
Formulating low-viscosity automotive coatings requires careful consideration of the following factors:
- Polyol Selection: Low-molecular-weight polyols contribute to lower viscosity but may compromise flexibility and durability. Higher-functionality polyols can increase crosslinking density and improve properties.
- Isocyanate Selection: Aliphatic isocyanates are preferred for their superior weatherability and resistance to yellowing. HDI (hexamethylene diisocyanate) and IPDI (isophorone diisocyanate) are commonly used.
- Solvent Selection: Solvents play a crucial role in controlling viscosity and evaporation rate. A blend of solvents with different boiling points is often used to optimize flow and leveling.
- Additives: Additives such as flow and leveling agents, wetting agents, defoamers, and UV absorbers are essential for achieving desired coating properties.
- Catalyst Selection and Optimization: The type and concentration of catalyst significantly influence the cure rate and final coating properties.
3.3. PMDETA in Low-Viscosity Systems
PMDETA is a valuable catalyst in low-viscosity automotive coatings due to its high activity and ability to promote rapid curing. However, its use requires careful optimization to avoid undesirable side effects.
-
Advantages:
- Accelerates the urethane reaction, leading to faster cure times.
- Effective at low concentrations, minimizing its impact on VOC emissions.
- Can be used in combination with other catalysts for tailored cure profiles.
-
Disadvantages:
- Can cause rapid gelation, leading to application difficulties.
- May promote side reactions, such as isocyanate trimerization and allophanate formation, affecting coating properties.
- Can contribute to yellowing and discoloration of the coating over time.
- Strong odor may be a concern in some applications.
4. Impact of PMDETA on Coating Properties 🔬
4.1. Cure Rate and Gel Time
PMDETA significantly accelerates the cure rate of PU coatings. The gel time, defined as the time required for the liquid coating to transition to a gel-like state, is a critical parameter influenced by PMDETA concentration.
- Increasing PMDETA concentration: Decreases gel time, leading to faster curing.
- Excessive PMDETA concentration: Can cause premature gelation, resulting in application difficulties, poor leveling, and reduced gloss.
- Insufficient PMDETA concentration: Results in slow curing, leading to prolonged tackiness, increased dust pick-up, and reduced throughput.
Table 2: Effect of PMDETA Concentration on Gel Time (Example Data)
| PMDETA Concentration (wt% of resin solids) | Gel Time (minutes) |
|---|---|
| 0.0 | >60 |
| 0.1 | 35 |
| 0.2 | 20 |
| 0.3 | 12 |
| 0.4 | 8 |
4.2. Adhesion
Adhesion is a critical performance characteristic of automotive coatings. PMDETA can influence adhesion indirectly by affecting the cure rate and crosslinking density of the coating.
- Optimized PMDETA concentration: Promotes proper crosslinking, leading to improved adhesion to the substrate.
- Excessive PMDETA concentration: Can cause rapid surface curing, hindering the diffusion of polymer chains into the substrate and reducing adhesion.
- Insufficient PMDETA concentration: Results in incomplete curing, leading to weak adhesion and potential delamination.
Proper surface preparation, including cleaning and priming, is essential for achieving optimal adhesion, regardless of the PMDETA concentration.
4.3. Mechanical Properties (Hardness, Flexibility, Impact Resistance)
The mechanical properties of automotive coatings, such as hardness, flexibility, and impact resistance, are crucial for protecting the vehicle from scratches, chips, and other forms of damage.
- Hardness: PMDETA influences hardness by affecting the crosslinking density of the PU network. Higher PMDETA concentrations can lead to increased hardness, but also reduced flexibility.
- Flexibility: Excessive crosslinking can decrease the flexibility of the coating, making it more prone to cracking and chipping.
- Impact Resistance: A balance between hardness and flexibility is necessary to achieve optimal impact resistance. PMDETA concentration should be optimized to achieve this balance.
Table 3: Effect of PMDETA Concentration on Mechanical Properties (Example Data)
| PMDETA Concentration (wt% of resin solids) | Hardness (Pencil Hardness) | Flexibility (Mandrel Bend) | Impact Resistance (inch-lbs) |
|---|---|---|---|
| 0.1 | 2H | Pass (1/2 inch) | 40 |
| 0.2 | 3H | Pass (1 inch) | 60 |
| 0.3 | 4H | Fail (2 inch) | 50 |
4.4. Chemical Resistance and Weatherability
Automotive coatings are exposed to a wide range of chemicals, including gasoline, oil, detergents, and road salt. They must also withstand prolonged exposure to sunlight, temperature fluctuations, and humidity.
- Chemical Resistance: Proper curing and crosslinking are essential for achieving good chemical resistance. PMDETA, when used at the optimal concentration, promotes complete curing, enhancing resistance to various chemicals.
- Weatherability: Aliphatic isocyanates are inherently more resistant to UV degradation than aromatic isocyanates. However, even aliphatic PU coatings require UV absorbers and light stabilizers to prevent yellowing and degradation over time. High PMDETA concentrations can sometimes contribute to increased yellowing.
4.5. Yellowing and Discoloration
Yellowing and discoloration are undesirable effects that can occur in PU coatings, especially when exposed to sunlight. PMDETA can contribute to yellowing through several mechanisms:
- Amine Oxidation: Tertiary amines can undergo oxidation reactions, forming colored byproducts that contribute to yellowing.
- Isocyanate Reactions: PMDETA can catalyze side reactions that lead to the formation of colored compounds.
- UV Degradation: PMDETA may accelerate the UV degradation of the coating, leading to yellowing and chalking.
The use of UV absorbers and light stabilizers can help mitigate yellowing and discoloration. Lowering PMDETA concentration and using alternative catalysts with lower yellowing potential can also be beneficial.
5. Optimization Strategies for PMDETA ⚙️
Optimizing PMDETA concentration in low-viscosity automotive coatings requires a systematic approach that considers the following factors:
5.1. Influence of Polyol Type and Molecular Weight
- Polyol Type: Different polyol types (e.g., polyester polyols, acrylic polyols, polyether polyols) exhibit varying reactivity with isocyanates. Polyester polyols tend to be more reactive than polyether polyols. The PMDETA concentration should be adjusted accordingly.
- Polyol Molecular Weight: Lower-molecular-weight polyols generally require lower PMDETA concentrations due to their higher hydroxyl content and increased reactivity.
5.2. Impact of Isocyanate Type and NCO/OH Ratio
- Isocyanate Type: Aliphatic isocyanates (e.g., HDI, IPDI) are less reactive than aromatic isocyanates (e.g., TDI, MDI). Higher PMDETA concentrations may be necessary to achieve acceptable cure rates with aliphatic isocyanates.
- NCO/OH Ratio: The NCO/OH ratio, which represents the ratio of isocyanate groups to hydroxyl groups in the formulation, significantly affects the cure rate and crosslinking density. A slight excess of isocyanate (NCO/OH > 1) is often used to ensure complete reaction of the polyol. The PMDETA concentration should be adjusted to match the NCO/OH ratio.
5.3. Effect of Solvents and Additives
- Solvents: Solvents can influence the viscosity, evaporation rate, and solubility of the coating components. The choice of solvent can affect the reactivity of the system and the required PMDETA concentration.
- Additives: Certain additives, such as acidic additives, can neutralize the catalytic activity of PMDETA, requiring an increase in catalyst concentration.
5.4. Catalyst Blends and Alternatives
- Catalyst Blends: Combining PMDETA with other catalysts, such as organometallic catalysts (e.g., dibutyltin dilaurate), can provide a synergistic effect, allowing for lower PMDETA concentrations and improved control over the cure profile.
- Alternative Catalysts: Delayed-action catalysts, such as blocked amines or encapsulated catalysts, can provide extended pot life and improved application properties. These catalysts are activated by heat or moisture, allowing for a more controlled curing process. Examples include:
- DABCO T-12 (Dibutyltin dilaurate): A common organotin catalyst often used in conjunction with amine catalysts.
- Bismuth Carboxylates: Less toxic alternatives to tin catalysts.
- Zinc Carboxylates: Similar to bismuth carboxylates, offering a balance of reactivity and safety.
5.5. Monitoring and Adjustment during Production
- Real-time Monitoring: Monitoring the viscosity and temperature of the coating during production can provide valuable information about the curing process.
- Adjustments: Adjustments to the PMDETA concentration may be necessary to compensate for variations in raw material quality, environmental conditions, and process parameters.
Table 4: Strategies for Optimizing PMDETA Concentration
| Parameter | Strategy |
|---|---|
| Cure Rate | Increase PMDETA concentration for faster cure; use catalyst blends for tailored cure profiles; consider delayed-action catalysts for extended pot life. |
| Adhesion | Ensure proper surface preparation; optimize PMDETA concentration for balanced crosslinking; use adhesion promoters. |
| Mechanical Properties | Optimize PMDETA concentration for desired hardness and flexibility; use flexibilizers to improve flexibility without compromising hardness. |
| Chemical Resistance | Ensure complete curing by optimizing PMDETA concentration; use crosslinking agents to enhance chemical resistance. |
| Yellowing | Minimize PMDETA concentration; use UV absorbers and light stabilizers; consider alternative catalysts with lower yellowing potential; use aliphatic isocyanates. |
| Viscosity | Use low-viscosity polyols and solvents; consider reactive diluents; optimize PMDETA concentration to avoid premature gelation. |
6. PMDETA Safety and Handling ⚠️
PMDETA is a corrosive and irritant chemical. Proper safety precautions should be taken when handling it.
- Personal Protective Equipment (PPE): Wear appropriate PPE, including gloves, safety glasses, and a respirator, when handling PMDETA.
- Ventilation: Ensure adequate ventilation to prevent inhalation of PMDETA vapors.
- Storage: Store PMDETA in a cool, dry, and well-ventilated area, away from incompatible materials.
- First Aid: In case of contact with skin or eyes, flush immediately with plenty of water and seek medical attention.
Refer to the Safety Data Sheet (SDS) for detailed information on PMDETA safety and handling.
7. Conclusion 🏁
PMDETA is a valuable catalyst for accelerating the curing of low-viscosity automotive PU coatings. However, its use requires careful optimization to balance reactivity, pot life, and final coating properties. By understanding the impact of PMDETA on various coating properties and implementing appropriate optimization strategies, formulators can achieve high-performance coatings that meet the demanding requirements of the automotive industry. Factors like polyol type, isocyanate type, solvent selection, and additive usage all play a crucial role in determining the optimal PMDETA concentration. Furthermore, the use of catalyst blends and alternative catalysts offers opportunities to fine-tune the curing process and improve overall coating performance. Finally, strict adherence to safety guidelines is paramount when handling PMDETA.
8. References 📚
- Wicks, D. A., Jones, F. N., & Pappas, S. P. (2007). Organic coatings: science and technology. John Wiley & Sons.
- Lambourne, R., & Strivens, T. A. (1999). Paint and surface coatings: theory and practice. Woodhead Publishing.
- Ulrich, H. (1996). Introduction to industrial polymers. Carl Hanser Verlag.
- Oertel, G. (Ed.). (1985). Polyurethane handbook: chemistry, raw materials, processing, application, properties. Hanser Gardner Publications.
- Randall, D., & Lee, S. (2002). The polyurethanes book. John Wiley & Sons.
- Ashida, K. (2006). Polyurethane and related foams: chemistry and technology. CRC press.
- Hepburn, C. (1991). Polyurethane elastomers. Springer Science & Business Media.
- Szycher, M. (1999). Szycher’s handbook of polyurethanes. CRC press.
- Probst, J., et al. "Influence of catalysts on the properties of polyurethane coatings." Progress in Organic Coatings 47.3-4 (2003): 319-325.
- Bauer, D. R. "Weathering of polymeric materials: mechanisms of degradation and stabilization." Accounts of Chemical Research 32.5 (1999): 425-432.
Extended reading:https://www.bdmaee.net/wp-content/uploads/2022/08/23.jpg
Extended reading:https://www.bdmaee.net/size-stabilizer/
Extended reading:https://www.newtopchem.com/archives/1814
Extended reading:https://www.bdmaee.net/niax-a-507-delayed-tertiary-amine-catalyst-momentive/
Extended reading:https://www.newtopchem.com/archives/855
Extended reading:https://www.morpholine.org/potassium-acetate/
Extended reading:https://www.newtopchem.com/archives/39787
Extended reading:https://pucatalyst.en.alibaba.com/
Extended reading:https://www.cyclohexylamine.net/main-5/
Extended reading:https://www.bdmaee.net/pc-cat-np-90/

 微信扫一扫打赏
微信扫一扫打赏

{kind=link}